Quickdraw offers a variety of accessories to help optimize your conveyor system, improve efficiency, and solve a wide range of application needs.
-
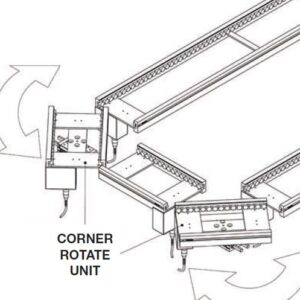
Corner Rotate
View Details -
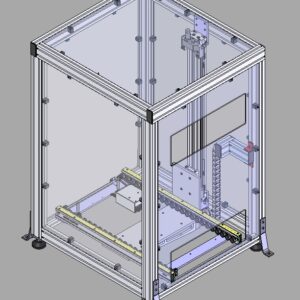
Elevator
View Details -

Escapement Stops
View Details -

Framing/Leg Sets
View Details -

Lift and Locate
View Details -
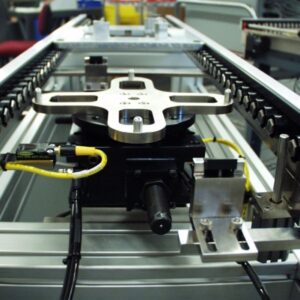
Lift and Rotate
View Details -
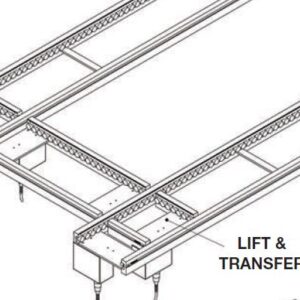
Lift and Transfer
View Details -
Lift Gate
View Details -

Metering Stops
View Details -

Product Pushers
View Details -
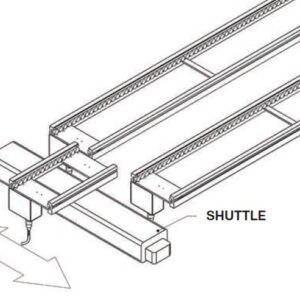
Shuttle
View Details -

Stacker/De-Stacker
View Details